IN THE FIELD
Maintenance Magazine 140 – juni 2018
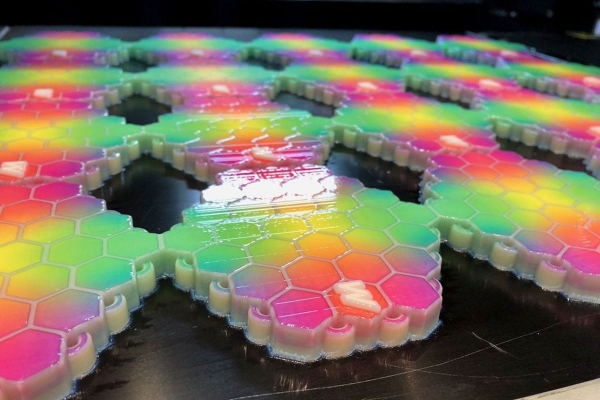
Maintenance in 3D-printerparken

Het vergt collectieve en persoonlijke beschermingsmiddelen en opgeleid personeel om veilig om te gaan met 3D-printmaterialen. (Foto: Materialise)
Mimaki pakt uit met zelfreinigende koppen. (Foto: Mimaki)

Er zijn tal van verschillende technologieën om veel verschillende materialen, kunststoffen en metaallegeringen te drukken. (Foto: Prodways)

Je kan je niet veroorloven zonder gas te vallen tijdens het printen. Voortaan bewaakt telemetrie de druk en daarmee het resterende volume in de tank. (Foto: Air Liquide)
“Ons onderhoud is vrijwel de enige component waarin we een onderscheid kunnen maken met de concurrentie. Het is dan ook een strategische activiteit en daarover praten we niet”, zo kregen we te horen bij een van de grote 3D-printerparken in België. Een ander bracht alles in stelling voor nieuws en daar waren we dus ‘te vroeg’. Vandaag toch een artikel over maintenance in het complexe 3D-printindustrie landschap.
De volledige tekst van dit artikel is enkel toegankelijk voor geregistreerde gebruikers. Registreer u GRATIS.
Met uw account hebt u volledige toegang tot alle websites van FCO Media: Cool & Comfort, Aquarama, Riorama, Dimension, FM-Magazine, Install Magazine, Techcare, New Security, Maintenance Magazine, Engineeringnet, install.jobs en eventsites New Security, Cool&Comfort Happening, Aquarama Trade Fair en FM-Day.
Nieuwe gebruiker
E-mailadres is ongeldig
Na GRATIS registratie:
- Leest u volledige artikels.
- Kunt u het magazine online lezen of downloaden.