PARTNERINFO
Maintenance Magazine 139 – februari 2018
AMW Industry bvba: een hart voor ‘hard’
Sommige industrieën willen vijf tot zeven jaar volcontinu draaien. Dat kan alleen als alle onderdelen het zo lang uithouden. AMW legt dunne harde lagen op onderdelen van roterende machines. De helft van de omzet vindt het 12-koppige bedrijf in herstellingen. “90% van onze toepassingen zijn roterende of cilindrische elementen: dichting- of glijvlakken van assen, zuigerstangen, slijtbussen, hogedruk plungers,…”, zegt zaakvoerder Luc Belis.
De kerncompetentie is het opspuiten van harde, slijtvaste lagen. Men spreekt van ‘koudspuiten’: “Het substraat blijft ‘koud’ en vergt geen thermische nabehandeling. Je kan een machineonderdeel herstellen van slijtage zonder thermische vervorming én de hardheid vergroten. En daarmee ook de levensduur verlengen.”
Dat doet AMW met een eigen High Velocity Oxy-Fuel of HVOF-proces. “Wij hanteren als enige wereldwijd de licentie van Alloy Carbide Corporation (ACC).” Net zoals andere HVOF-processen legt dit procedé wolfram carbide houdende dunne lagen maar ze hebben een buitengewoon goede microstructuur.
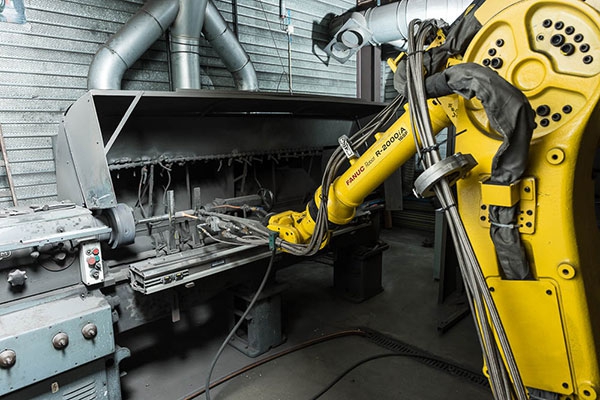
Het aanbrengen van de coating gebeurt met een zogenaamd RAM-procédé dat zuurstof- én waterstofgas gebruikt om de coatingdeeltjes (een matrix van wolfram carbide met een binder) op het substraat af te vuren via een 3.000°C warme, supersonische vlam. Dit coatingprincipe is gebaseerd op kinetische energie, m.a.w. de snelheid waarmee het poeder tegen het substraat aanvliegt. Bij de meeste pistolen worden de poeders radiaal in het pistool gevoed, die ze dan wegschiet. Uniek aan het RAM-procedé is hier de centrale, axiale inspuiting van het poeder doorheen het pistool. Centraal in de lengterichting van de vlam. Hierdoor is de aanvangssnelheid van het poeder, dat onder stikstofdruk bij een zeven bar geïnjecteerd wordt, hoger. In de ‘supersonische vlam’ (2.000 m/sec) versnelt die nog verder.
Veel andere procedés gebruiken kerosine of koolstofhoudende brandstoffen waarvan de verbrandingsgassen de coating beïnvloeden. De verbranding van waterstofgas en zuurstofgas is een zuiver proces en heeft geen impact op de coating. “Ons schoner proces levert een zuivere microstructuur door uitsluiting van ongewenste chemische reacties met de verbrandingsgassen of vervuiling door het verbrandingsgas.”
Technologie gekend in de haven en de chemie
Deze technologie is in de tachtigerjaren ontwikkeld en sijpelde een decennium later door naar de industrie. Het is dan ook een vrij recente technologie vergeleken met andere thermal spray technieken maar “qua hechting biedt het wel de hoogste waarden én de grootste hardheid”, stelt Belis. Goed voor 70 à 72 HRC (RockWell C) in vergelijking met hardchromeren dat 65 haalt. “Keramische coatings hebben ook een hoge hardheid maar zijn minder qua hechting en porositeit.” Het wolfram carbide poeder smelt niet. Met zijn grote massadichtheid (14 vergeleken met 7 à 8 voor staal) dringt het in het stuk en hecht beter.
“RAM-coating is gekend in de haven voor zuigerstangen en roterend equipment en bij onderhoudsmensen in de chemie en petrochemie.” AMW werkt ook voor OEM-ers/machinebouwers die de coating op nieuwe assen, asbussen, slijtbussen, zuigerstangen, enz. … neerzetten. En voor service-, herstel- en revisiebedrijven van tandwielkasten, pompen, blowers, compressoren, extruders,…
“Als we een onderdeel binnenkrijgen doen we een eerste ingangscontrole/diagnose en kiezen, in overleg met de klant uiteindelijk voor de betere aanpak.” Het opspuiten zelf gebeurt met een robot of op een aangepaste draaibank met het pistool op een slede. Ronde stukken, zoals assen en bussen tot een diameter van 600 mm. Stukken kleiner dan 10 mm behandelen is weinig zinvol.
AMW verzorgt steevast de voor- en nabewerking van de aangeleverde stukken op zijn conventionele draai- en freesmachines. Series lopen op zijn CNC draai-en freesbanken. De coating is zo hard dat je enkel met diamantstenen kunt nabewerken. “We slijpen, polijsten, super finishen en halen daarbij tot RA 0,005 micron.” Stukken verlaten de werkplaats met een technisch rapport. Reguliere herstellingen vaak op een week. Grotere onderdelen kennen een wat langere doorlooptijd (4-8 weken). “Werkuren zijn nog steeds bepalend voor de eindkost.” <<
www.amw.be