INFO PARTENAIRES
Maintenance Magazine 139 – février 2018
AMW Industry bvba : un coeur de métier pour le ‘dur’
Certaines industries veulent tourner en continu pendant cinq à sept ans, ce qui n’est possible que si les composent durent aussi longtemps. AMW applique de fines couches dures sur les composants des machines tournantes. La moitié du chiffre d’affaires de cette société de 12 personnes provient des réparations. « 90% de nos applications sont des éléments rotatifs ou cylindriques : des surfaces d’étanchéité ou de glissement des arbres, des pistons, des bagues d’usure, des pistons à haute pression, … » explique l’administrateur Luc Belis.
Le coeur de métier de l’entreprise est la projection de couches dures résistantes. On parle de ‘projection à froid’.
C’est ce que fait AMW avec son procédé High Velocity Oxy-Fuel ou HVOF. « Nous sommes les seuls au monde à utiliser la licence d’Alloy Carbide Corporation (ACC). » A l’instar d’autres procédés HVOF, ce procédé applique de fines couches de carbure de tungstène mais la microstructure est exceptionnelle.
La pose du coating a lieu via le procédé RAM qui utilise du gaz d’oxygène et d’hydrogène pour amorcer les particules de coating (une matrice de carbure de tungstène et de liant) sur le substrat via une flamme supersonique de 3.000°C. Ce principe de revêtement est fondé sur l’énergie cinétique, c’est-à-dire sur la vitesse à laquelle la poudre est projetée sur le substrat. Dans la plupart des pistolets, les poudres sont introduites de manière radiale, avant leur projection. Ce qui est unique avec le procédé RAM, c’est que l’injection de la poudre est centrale et axiale à travers le pistolet, dans la direction longitudinale de la flamme. Suite à cela, la vitesse initiale de la poudre – projetée sous une pression d’azote à sept bars – est plus élevée. Et dans la ‘flamme supersonique’ (2.000 m/sec), la vitesse est encore accélérée.
De nombreux autres procédés utilisent du kérosène ou des combustibles carbonés dont les gaz de combustion influencent le coating. La combustion du gaz d’hydrogène et du gaz d’oxygène est un processus pur qui n’a aucun impact sur le coating.
« Notre procédé plus propre fournit une microstructure plus pure en excluant les réactions chimiques indésirables avec les gaz de combustion ou une pollution par le gaz de combustion. »
Une technologie connue dans le port et en chimie
Cette technologie a été développée dans les années ’80 et s’est infiltrée dans l’industrie une décennie plus tard. Il s’agit donc d’une technologie relativement récente par rapport aux autres techniques de projection thermique. « En termes d’adhérence, elle offre les valeurs les plus élevées et la plus grande dureté », explique Luc Belis. Elle affiche 70 à 72 HRC (RockWell C) alors que le chromage dur atteint 65 HRC. « Les coatings céramiques ont une dureté élevée mais ils sont moins bons en termes d’adhérence et de porosité. » La poudre de carbure de tungstène ne fond pas. Grâce à sa masse volumique élevée (14 par rapport à 7 ou 8 pour l’acier), elle pénètre et adhère mieux à la pièce.
« Le coating RAM est connu dans le port pour les pistons et les équipements rotatifs, et chez les techniciens de maintenance en chimie et pétrochimie. » AMW travaille aussi pour des équipementiers/des constructeurs de machines qui appliquent le coating sur des nouveaux arbres, des boîtes d’essieux, des bagues d’usure, des pistons, etc., et des entreprises de services, de réparation et de révision de boîtes à engrenages, pompes, blowers, compresseurs, extrudeuses, …
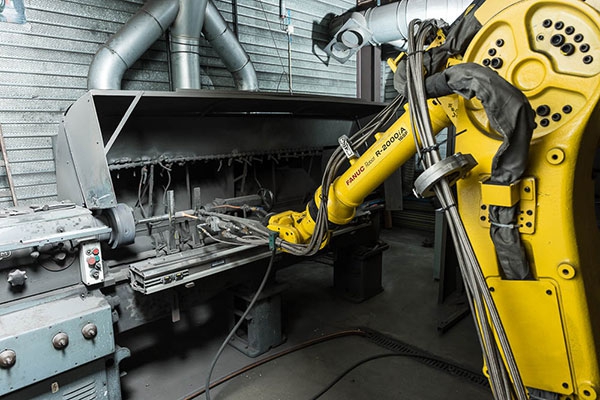
« Lorsque nous réceptionnons une pièce, nous réalisons un premier contrôle d’entrée/diagnostic en concertation avec le client pour une meilleure approche. » La projection a lieu avec un robot ou sur un tour adapté avec un pistolet sur un chariot. Les pièces rondes, comme les arbres et les bagues, sont traitées jusqu’à un diamètre de 600 mm. Le traitement de pièces inférieures à 10 mm a peu de sens. »
AMW se charge du pré- et du post-traitement des pièces livrées sur ses machines de tournage et fraisage conventionnelles. Les séries sont traitées sur ses bancs de tournage et de fraisage CNC. Le coating est tellement dur qu’on ne peut le parachever qu’au diamant. « Nous rectifions, polissons et finissons la pièce jusqu’à obtenir un RA de 0,005 micron. » Les pièces quittent l’atelier avec un rapport technique. <<
www.amw.be