ASSET MANAGEMENT
Maintenance Magazine 158 – novembre 2022
RBI/IBC chez Chevron Phillips Chemical: les premiers résultats
![]()
Sur les deux sites de Chevron Phillips, 23 unités au total sont soumises à la procédure d’IBC. (Photo CPChem)

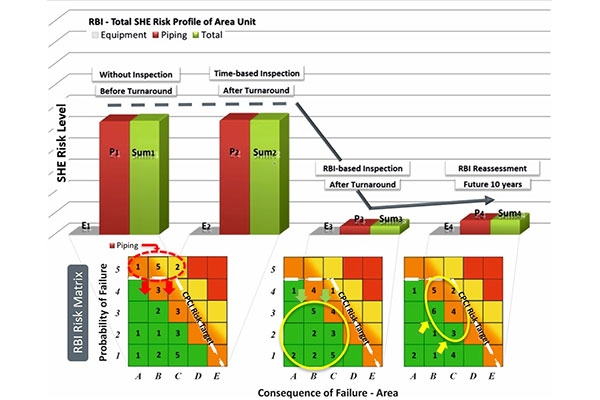
Kenny Stieners : « Un conseil important issu de l’étude IBC était que nous devions nous concentrer beaucoup plus sur la tuyauterie à l’intérieur de l’unité. Les premiers résultats indiquent que le risque se réduit effectivement en conséquent. » (Photo CPChem)

Niels Moulin : « Nous sommes satisfaits de noter que pour les unités 2 et 3, le temps requis pour l’étude IBC est nettement inférieur à celui de l’unité 1. » (Photo CPChem)
Dans l’édition précédente, nous vous avons emmené dans un voyage découverte à travers la mise en place d’un système de maintenance d’Inspection Basée sur la Criticité. Aujourd’hui, nous allons entrer dans l’aspect pratique des choses avec un témoignage inspirant de Chevron Phillips Chemical. L’entreprise a lancé un processus d’IBC l’année dernière et témoigne maintenant de première main sur les expériences et les premiers résultats.
Par Sammy Soetaert
Le texte intégral de cet article n’est accessible qu’aux utilisateurs enregistrés. Enregistrez-vous GRATUITEMENT.
Votre compte vous donne un accès complet à tous les sites web de FCO Media: Cool & Comfort, Aquarama, Riorama, Dimension, FM-Magazine, Install Magazine, Techcare, New Security, Maintenance Magazine, Engineeringnet, install.jobs et sites d’événements: New Security, Cool&Comfort Happening, Aquarama Trade Fair et FM-Day.
Après enregistrement GRATUIT :
- Vous lisez des articles complets.
- Lire le magazine en ligne ou le télécharger.




