MAINTENANCE À L'HONNEUR
Maintenance Magazine 156 – mai 2022
Plan quinquennal de maintenance
STAS évolue de la maintenance réactive à la maintenance prévisionnelle

Environ 3.000 bennes et auto-déchargeurs sont assemblés et soudés chaque année. (Photo Jeroen Willems)

L’engagement des travailleurs et des opérateurs est essentiel pour le succès du processus de maintenance. (Photo Jeroen Willems)

Les repair tags sont une forme de communication entre la production et la maintenance. (Photo Élise Noyez)

L’expert en maintenance Yves Van Den Broucke. (Photo Élise Noyez)
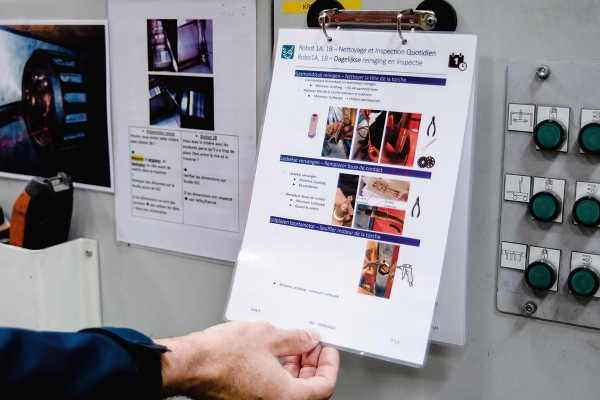
Des instructions exhaustives pour le nettoyage et l’entretien quotidien, hebdomadaire et mensuel sont affichées aux postes robotiques de soudage. (Photo Élise Noyez)

La double ligne robotique est l’un des atouts les plus importants de l’usine STAS de Waregem. (Photo Jeroen Willems)
En février, plusieurs usines belges ont à nouveau reçu le titre de Factory of the Future. Fait particulier, le double trophée remporté par STAS en Flandre occidentale. Et son siège social à Waregem et son site de production à Tournai ont été récompensés. C’est d’autant plus remarquable quand on sait que le service maintenance des deux usines n’a vraiment pris forme qu’il y a trois ans. L’expert en maintenance Yves Van Den Broucke explique pourquoi son équipe est tellement essentielle pour assurer l’avenir.
Par Elise Noyez
Le texte intégral de cet article n’est accessible qu’aux utilisateurs enregistrés. Enregistrez-vous GRATUITEMENT.
Votre compte vous donne un accès complet à tous les sites web de FCO Media: Cool & Comfort, Aquarama, Riorama, Dimension, FM-Magazine, Install Magazine, Techcare, New Security, Maintenance Magazine, Engineeringnet, install.jobs et sites d’événements: New Security, Cool&Comfort Happening, Aquarama Trade Fair et FM-Day.
Après enregistrement GRATUIT :
- Vous lisez des articles complets.
- Lire le magazine en ligne ou le télécharger.




